气动冲床控制系统由上位机和下位机两部分组成,上位机由触摸屏终端和以ARM控制器为核心的主控板组成,下位机由外围控制电路组成,上、下位机通过RS232进行数据通信。
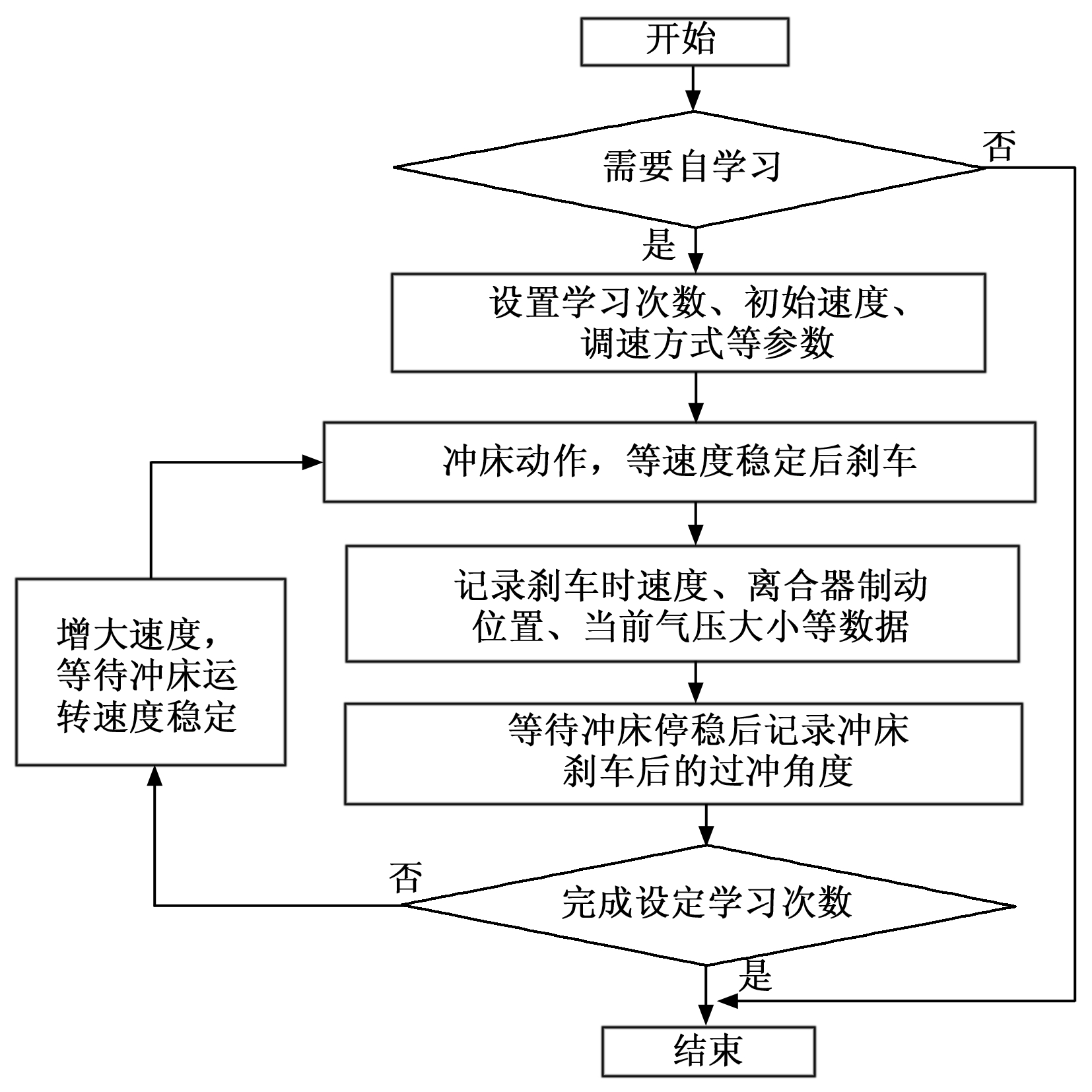
气动冲床刹车曲线数据的获取流程如下:气动冲床处于停机状态,把气动冲床的运转模式调到寸动模式,点击上位机触摸屏界面的自学习按钮,正确输入密码后,进入气动冲床自学习设置页面,输入气动冲床自学习的次数(本文以38次为例)、气动冲床的调速方式(人工通过调速旋钮调速或通过变频器调速)等参数。点击开始学习按钮,触摸屏向上位机ARM控制器发送开始学习命令,上位机ARM控制器判断冲床的调速方式,若是通过变频器调速,通过MODBUS协议跟变频器通信,学习完一组数据后增加固定的频率,依次对应冲床不同的速度,本文以人工通过调速旋钮调速来研究。当气动冲床运转速度趋于稳定时,控制器发出刹车命令,等待气动冲床完全停止运动后,控制器记录下气动冲床刹车时的速度、离合器制动位置(0°~360°)、冲床气压大小、过冲角度等数据。数据记录完成后,冲床继续启动,速度增大,继续学习,直到学习完指定的次数。学习结束后,气动冲床停止运转,得到n组样本点,ARM控制器根据记录的n组样本数据依据特定的算法进行冲床刹车曲线的学习、训练,最后把计算的参数保存在flash中。冲床刹车曲线数据获取流程如图1所示。
通过研究发现,影响冲床刹车后过冲角度大小的主要因素是冲床刹车时的速度,选择冲床刹车时的速度作为网络模型的输入因子,冲床的过冲角度作为输出因子,对冲床停上死点刹车曲线进行分析。
公司致力于高性能冲床、气动冲床的研发、生产和销售,主要产品有:jc系列深喉口冲床、jb系列可倾式冲床。产品广泛用于机械、仪表、仪器、五金、汽车、轻工、轴承等行业的冲孔、落料、剪切、拉伸、弯曲、成型及其它冷冲压工作。产品采用刚性离合器,有电器和机械纵机构,具有结构简单、操作灵活、维修方便等优点,并可配置自动送料机构,能够达到单机自动化和冲压自动线工作。
|